


Rückwärtssenken - Einsatz und Vorteile

GEWINDEDREHEN
EIN- UND ABSTECHEN
AUFBOHREN/SPINDELN
SENKEN & ENTGRATEN

KOMPATIBLE WENDEPLATTEN
ERSATZTEILE UND ZUBEHÖR
Das 180° Rückwärtssenken ist ein spezielles Zerspanungsverfahren, das dort zum Einsatz kommt, wo konventionelle Senker an ihre Grenzen stoßen. Bei dieser Technik wird die Fase oder Senkung nicht wie üblich von der Vorderseite, sondern von der Rückseite einer bereits vorhandenen Bohrung erzeugt. Der grundlegende Unterschied zum herkömmlichen Senken liegt in der Arbeitsrichtung: Während klassische Senker von vorne in die Bohrung eingeführt werden und die Fase beim Vorschub erzeugen, arbeitet der 180° Rückwärtssenker retrograd – er wird durch die Bohrung hindurchgeführt und bearbeitet das Material beim kontrollierten Rückzug. Die Bezeichnung "180°" bezieht sich dabei auf die Tatsache, dass das Werkzeug in entgegengesetzter Richtung zur Vorschubrichtung schneidet – eine komplette Umkehrung des Bearbeitungsprinzips.
Dies ist besonders dann notwendig, wenn die Vorderseite der Bohrung nicht mehr zugänglich ist oder wenn nachträglich Entgratungen und Fasen an der Austrittsseite erforderlich werden. Typische Anwendungsfälle für das 180° Rückwärtssenken finden sich bei bereits montierten Bauteilen, wo ein Demontieren wirtschaftlich nicht sinnvoll wäre, in tiefen Sacklochbohrungen mit beengten Platzverhältnissen, bei Werkstücken mit komplexen Geometrien oder wenn konstruktionsbedingt die Austrittsseite der Bohrung für eine einwandfreie Funktion – etwa bei Dichtflächen oder Schraubverbindungen – eine gratfreie, definierte Fase benötigt. Auch in der Reparatur- und Instandhaltungstechnik sowie bei nachträglichen Qualitätsverbesserungen ist das Rückwärtssenken oft die einzig praktikable Lösung.
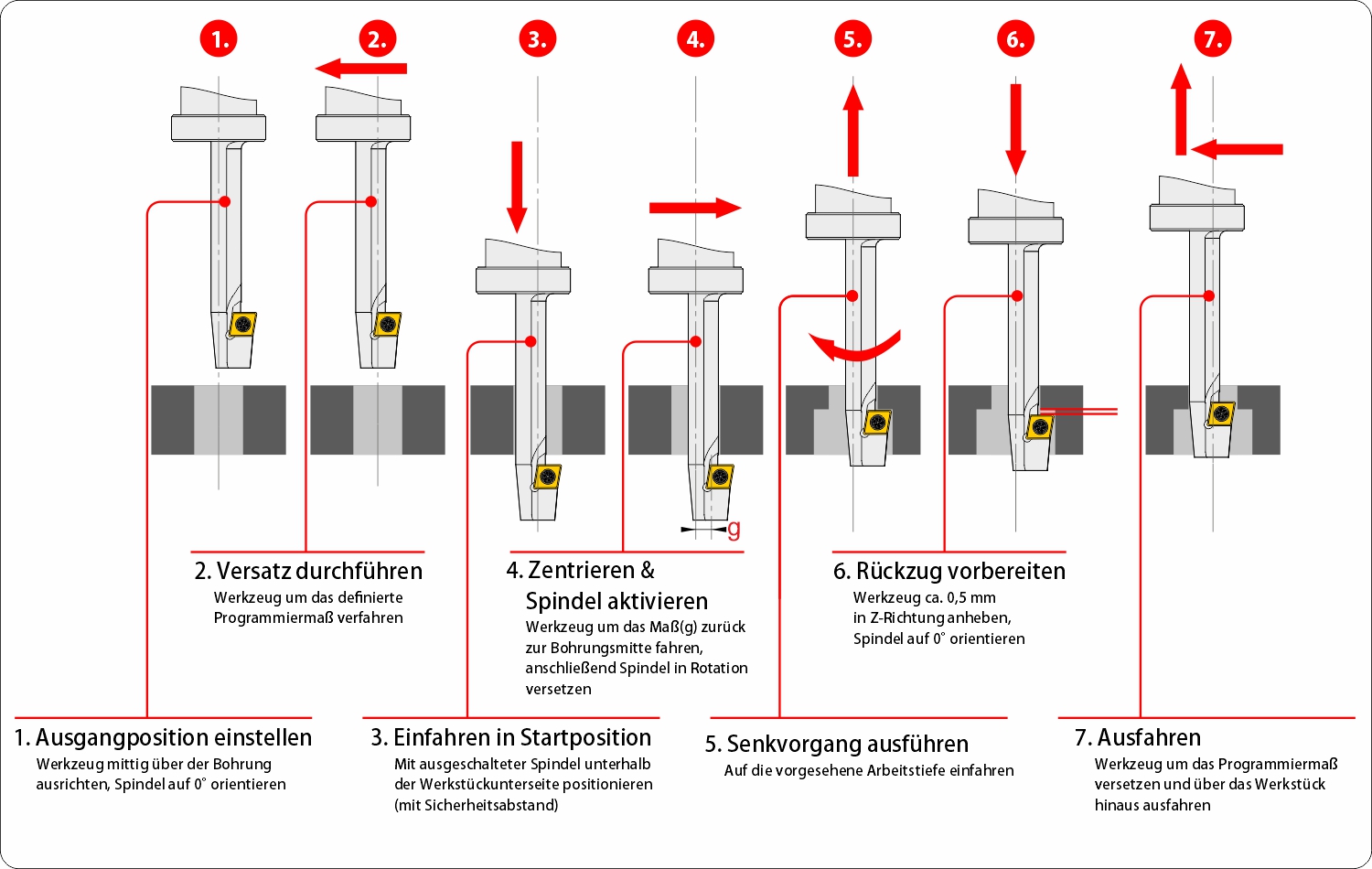
Bei der Anwendung von 180° Rückwärtssenkern ist die richtige Vorgehensweise entscheidend für ein qualitativ hochwertiges Ergebnis. Das Werkzeug wird zunächst durch die bestehende Bohrung geführt. Bei manchen Ausführungen ist die Wendeschneidplatte zugeklappt, sodass es durch schmale Bohrungen passt, bei manchen anderen ist der vordere Teil des Werkzeugs nicht zentriert (im Verhältnis zum Schaft). In beiden Fällen ist zu beachten, dass der Durchmesser des Werkzeugs (im ersten Fall im eingezogenen Zustand) kleiner sein muss als die zu bearbeitende Bohrung. Erst nachdem das Werkzeug die Austrittsseite der Bohrung passiert hat, wird es aufgespreizt/ausgeklappt, oder im zweiten Fall wieder mittig positioniert, sodass die Schneiden in ihre Arbeitsposition gelangen. Beim kontrollierten Zurückziehen schneiden diese dann die gewünschte Fase in einem definierten Winkel – typischerweise zwischen 60° und 120°, abhängig von der Anwendung. Die 180°-Arbeitsweise ermöglicht dabei eine besonders präzise Kontrolle über die Fasengeometrie.
Die Prozessparameter müssen dabei sorgfältig auf das Werkstückmaterial und den zu erzeugenden Durchmesser abgestimmt werden. Drehzahl und Vorschub sollten konservativ gewählt werden, da die Schnittbedingungen beim 180° Rückwärtssenken ungünstiger sind als beim konventionellen Senken. Die Schnittgeschwindigkeit liegt in der Regel 20-30% unter den Werten für vergleichbare Vorwärtsoperationen. Besondere Aufmerksamkeit gilt der Kühlung und Spanabfuhr, da diese bei der Bearbeitung von hinten deutlich erschwert ist. Die Späne müssen durch die Bohrung zurück abtransportiert werden, was bei unzureichender Kühlung oder zu aggressiven Parametern zu Spanstau und Werkzeugbruch führen kann. Eine ausreichende Kühlmittelzufuhr – idealerweise über Innenkühlung oder über das hohle Werkzeug – ist daher essentiell.
Zudem sollte das Werkzeug stets gleichmäßig und ohne ruckartige Bewegungen zurückgezogen werden, um eine konstante Oberflächenqualität und Fasengeometrie zu gewährleisten. Der Bediener muss den Widerstand spüren und bei Anomalien sofort reagieren können. Nach der Bearbeitung wird das Werkzeug wieder in die kompakte Position zurückgefahren, bevor es aus der Bohrung gezogen wird. Eine regelmäßige Überprüfung der Schneidengeometrie und des Verschleißzustands ist unerlässlich, da verschlissene Schneiden zu erhöhten Schnittkräften, schlechter Oberflächenqualität und im schlimmsten Fall zum Festklemmen des Werkzeugs in der Bohrung führen können.
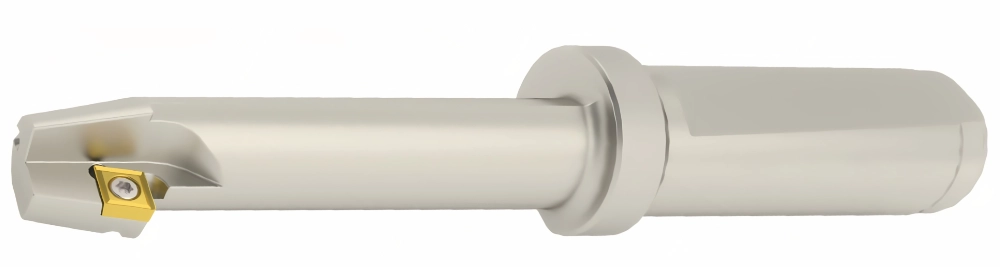
Eine besonders innovative Lösung bietet der 180° Wendeplatten-Rückwärtssenker von Rinaldi-Tools, der durch sein durchdachtes Konzept besticht. Das Besondere an diesem Werkzeug: Es arbeitet mit standardisierten CCMT-ISO-Wendeschneidplatten, was es zu einem außergewöhnlich vielseitigen Werkzeug macht. Während herkömmliche 180° Rückwärtssenker oft auf spezielle, teure Sonderschneiden angewiesen sind, die nur vom Hersteller bezogen werden können und oft lange Lieferzeiten haben, profitieren Anwender hier von der breiten Verfügbarkeit und den günstigen Preisen der CCMT-Platten.
Diese Versatilität zeigt sich in der Praxis durch erhebliche Vorteile: Die Schneidplatten sind bei Rinaldi-Tools in vielen Varianten stets auf Lager, lassen sich in verschiedenen Qualitäten für unterschiedlichste Werkstoffe beschaffen und können kostengünstig bevorratet werden. Ob Stahl, Edelstahl, Aluminium oder Gusseisen – für jedes Material steht die passende Plattengeometrie und Beschichtung zur Verfügung. Durch den einfachen Plattenwechsel entstehen minimale Stillstandzeiten, und die Anschaffungskosten für Ersatzschneiden bleiben überschaubar.
Gerade in diesen Zeiten, in denen die Preiserhöhungen noch nie dagewesene Dimensionen erreicht haben, macht sich die Investition in ein Werkzeug, das herkömmliche ISO-Wendeplatten verwendet, schnell bezahlt.
Der Rinaldi-Tools 180° Wendeplatten-Rückwärtssenker verbindet somit die spezielle Funktionalität eines Rückwärtssenkers mit der Wirtschaftlichkeit und Flexibilität eines standardisierten Wendeplattensystems. Dies bedeutet für den Anwender nicht nur eine deutliche Reduzierung der Werkzeugkosten, sondern auch eine höhere Planungssicherheit in der Fertigung, da keine Abhängigkeit von speziellen Lieferanten besteht. Die robuste Konstruktion und die bewährte CCMT-Plattentechnologie machen dieses Werkzeug zu einer cleveren Lösung für moderne Zerspanungsbetriebe, die Wert auf Effizienz, Kostenoptimierung und maximale Flexibilität in der Produktion legen.
Kategorien