

Wendeplattenbohrer vs. Wechselspitzenbohrer


GEWINDEDREHEN
EIN- UND ABSTECHEN
AUFBOHREN/SPINDELN
SENKEN & ENTGRATEN

KOMPATIBLE WENDEPLATTEN
ERSATZTEILE UND ZUBEHÖR
Das Bohren von Metall stellt in der spanenden Fertigung eine der häufigsten und gleichzeitig anspruchsvollsten Bearbeitungsaufgaben dar. Der Bohrprozess erfordert eine präzise Abstimmung verschiedener Parameter: Schnittgeschwindigkeit, Vorschub, Kühlung und Werkzeuggeometrie müssen optimal aufeinander abgestimmt werden, um qualitativ hochwertige Ergebnisse zu erzielen. Die Schnittgeschwindigkeit wird dabei maßgeblich durch das zu bearbeitende Material bestimmt - während bei Aluminium Geschwindigkeiten von 200-800 m/min möglich sind, liegen die Werte bei gehärteten Stählen oft nur bei 50-150 m/min.
Die größten Herausforderungen beim Metallbohren liegen in der Wärmeentwicklung, der Spanabfuhr und der Werkzeugstandzeit. Ohne ausreichende Kühlung kann es zu thermischen Schäden am Werkstück und vorzeitigem Werkzeugverschleiß kommen. Die Kühlschmierstoffzufuhr durch das Werkzeug (Innenkühlung) hat sich dabei als besonders effektiv erwiesen, da sie sowohl die Schneidkante kühlt als auch die Spanabfuhr unterstützt. Bei der Innenkühlung werden Drücke von 20-80 bar verwendet, um eine effektive Kühlung und Schmierung zu gewährleisten. Weitere typische Probleme sind unrunder Lauf, Gratbildung am Bohrlochausgang und Maßabweichungen, die durch falsche Parametereinstellung oder ungeeignete Werkzeugwahl entstehen können.
Besonders kritisch ist die Spanabfuhr bei tiefen Bohrungen mit einem Verhältnis von Bohrtiefe zu Durchmesser (L/D) größer als 3:1. Hier können sich Späne in den Spannuten ansammeln und zu Bohrungsfehlern oder Werkzeugbruch führen. Die Oberflächenqualität wird maßgeblich durch die Austrittsgeschwindigkeit der Schneidkante beeinflusst, während die Maßhaltigkeit von der Steifigkeit des gesamten Werkzeugsystems abhängt. Moderne CNC-Bearbeitungszentren bieten adaptive Steuerungen, die den Vorschub automatisch an die Bearbeitungsbedingungen anpassen und so die Prozesssicherheit erhöhen.
Wendeplattenbohrer basieren auf einem modularen Konzept, bei dem verschiedene Wendeschneidplatten je nach Anwendung in den Bohrerkopf eingesetzt werden können. Diese Wendeschneidplatten sind nach ISO-Normen standardisiert und können bei Verschleiß einzeln ausgetauscht werden, ohne dass der gesamte Bohrer erneuert werden muss. Das Grundprinzip ermöglicht es, einen Bohrerkopf mit verschiedenen Plattengeometrien zu bestücken und so optimal an die jeweilige Bearbeitungsaufgabe anzupassen.
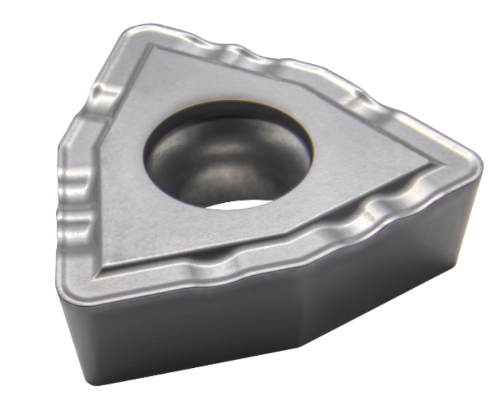
Bei quadratischen Wendeplatten (SPGT/SPMG) stehen vier Schneidkanten zur Verfügung, was eine hohe Wirtschaftlichkeit gewährleistet. Diese Platten bieten eine robuste Schneidkantengeometrie und eignen sich besonders für universelle Anwendungen in Stahl, Gusseisen und Nichteisenmetallen. Die Plattengröße wird durch die erste Ziffer nach den Buchstaben angegeben, wobei SPMG 06 eine Kantenlänge von 6,35mm und SPMG 09 eine Kantenlänge von 9,525mm hat. Die quadratische Form ermöglicht eine gleichmäßige Lastverteilung und reduziert die Tendenz zur Gratbildung, besonders bei Durchgangsbohrungen.
Die dreieckigen Wendeplatten (WCMX) verfügen über drei nutzbare Schneidkanten und zeichnen sich durch ihre scharfe Schneidkantengeometrie mit einem Spitzenwinkel von 80° aus. Diese Geometrie bietet besonders bei der Bearbeitung von Aluminium und anderen weichen Materialien Vorteile, da sie eine saubere Spanabfuhr und exzellente Oberflächengüten ermöglicht. Der kleinere Spitzenwinkel reduziert die Schnittkräfte und ermöglicht höhere Vorschübe, was die Produktivität steigert. WCMX-Platten sind besonders vorteilhaft beim Bohren von Stapelmaterialien oder bei der Bearbeitung von dünnwandigen Werkstücken, da sie geringere radiale Kräfte erzeugen.
Beide Plattentypen sind in verschiedenen Beschichtungen erhältlich, von unbeschichtet für Aluminium bis hin zu mehrschichtigen TiAlN-Beschichtungen für hochlegierte Stähle. PVD-Beschichtungen wie TiAlN oder AlCrN bieten eine hohe Härte von bis zu 3000 HV und eine ausgezeichnete Temperaturbeständigkeit bis 800°C.
CVD-Beschichtungen werden bei dickeren Schichten eingesetzt und bieten eine hohe Verschleißbeständigkeit.
Das modulare System ermöglicht eine flexible Anpassung an unterschiedliche Materialien und Bearbeitungsanforderungen durch einfachen Plattenwechsel. Die Befestigung der Platten erfolgt meist über Torx-Schrauben mit definierten Anzugsmomenten, um eine sichere Fixierung und optimale Kraftübertragung zu gewährleisten.
Bei Wechselspitzenbohrern wird nur die Bohrerspizte als separates Element gefertigt und kann bei Bedarf ausgetauscht werden. Diese Spitzen sind speziell auf die jeweilige Anwendung abgestimmt und werden mechanisch mittels Schraubverbindung oder durch Schrumpfverbindung im Grundkörper befestigt. Die mechanische Befestigung erfolgt meist über ein Gewinde mit hoher Steigung und zusätzlicher Keilwirkung, um auch bei hohen Drehmomenten eine sichere Verbindung zu gewährleisten. Bei der Schrumpfverbindung wird der Grundkörper erwärmt, die Spitze eingesetzt und beim Abkühlen entsteht eine kraftschlüssige Verbindung mit extrem hoher Rundlaufgenauigkeit.
Die Wechselspitzen werden meist aus Vollhartmetall mit einem Kobaltgehalt von 6-12% gefertigt und bieten durch ihre kompakte, einteilige Bauweise eine hervorragende Stabilität und Laufruhe. Moderne Hartmetallsorten wie Feinkorn-Hartmetall mit einer Korngröße unter 0,5 μm ermöglichen scharfe Schneidkanten bei hoher Zähigkeit. Sie eignen sich besonders für Präzisionsbohrungen, bei denen enge Toleranzen von IT6 bis IT8 und beste Oberflächengüten mit Rauheiten von Ra 0,8 bis Ra 3,2 gefordert sind.
Die durchgehenden Spannuten vom Grundkörper bis zur Spitze gewährleisten eine optimale Spanabfuhr auch bei tiefen Bohrungen mit L/D-Verhältnissen bis zu 8:1.
Wechselspitzen sind in verschiedenen Ausführungen verfügbar: von Standard-Spitzenwinkeln 130° bis hin zu speziellen Geometrien mit 118° für weiche Materialien oder 140° für harte Werkstoffe. Spezielle Anschliffgeometrien wie Split Point oder Kreuzanschliff verbessern das Anbohrverhalten und reduzieren die Axialkraft um bis zu 50%. Die Verbindung zwischen Grundkörper und Spitze ist so konstruiert, dass hohe Drehmomente übertragen werden können, ohne dass es zu Verformungen oder Lockerungen kommt. Hochwertige Wechselspitzensysteme erreichen Rundlaufgenauigkeiten von unter 0,01mm, was für Präzisionsanwendungen in der Medizintechnik oder Luft- und Raumfahrt unerlässlich ist.
Moderne Wechselspitzen verfügen oft über interne Kühlkanäle mit Durchmessern von 0,8-2,0mm, die eine effektive Kühlung direkt an der Schneide ermöglichen. Die Spitzengeometrie kann durch verschiedene Fasen und Hinterschliffe optimiert werden, um die Schnittleistung für spezifische Materialien zu maximieren. Bei der Bearbeitung von Titan oder Inconel werden beispielsweise spezielle Geometrien mit verstärkten Schneidkanten eingesetzt, um den extremen Belastungen standzuhalten.
Beide Bohrersysteme haben ihre spezifischen Stärken und Einsatzgebiete, die sich aus ihren konstruktiven Unterschieden ergeben.
Wendeplattenbohrer:
Wendeplattenbohrer bieten eine hohe Wirtschaftlichkeit durch einzeln austauschbare Schneidplatten, wobei die Kosten pro Schneide oft 60-80% unter denen von Vollhartmetallbohrern liegen. Die große Flexibilität bei verschiedenen Materialien wird durch die Verfügbarkeit von über 20 verschiedenen Plattengeometrien und Beschichtungen erreicht. Die einfache Handhabung beim Plattenwechsel ermöglicht Werkzeugwechselzeiten von unter 30 Sekunden, was besonders in der Serienfertigung von Vorteil ist. Standardisierte Wendeschneidplatten reduzieren die Lagerhaltung um bis zu 40% und ermöglichen eine kostenoptimierte Fertigung durch Volumenrabatte bei der Plattenbeschaffung.
Allerdings haben Wendeplattenbohrer eine größere Bauweise, die bei beengten Platzverhältnissen oder in tiefen Taschen problematisch sein kann. Die Gesamtlänge ist oft 20-30% größer als bei vergleichbaren Vollhartmetallbohrern. Höhere Anschaffungskosten für das Grundwerkzeug, die das 2-3fache eines Standardbohrers betragen können, amortisieren sich erst bei entsprechenden Stückzahlen. Die Verfügbarkeit ist meist erst ab Durchmessern von 12-15mm gegeben, da kleinere Durchmesser konstruktiv schwer umsetzbar sind. Bei sehr hohen Drehzahlen über 8000 min-1 können Unwuchten durch den mehrteiligen Aufbau zu Vibrationen führen.
Wechselspitzenbohrer:
Wechselspitzenbohrer punkten durch ihre kompakte Bauweise, die bis zu 25% kürzer sein kann als Wechselplattenbohrer gleichen Durchmessers. Die hervorragende Laufruhe mit Rundlaufgenauigkeiten unter 0,01mm und die Präzision ermöglichen Toleranzen von IT6 bis IT8 ohne Nachbearbeitung. Die Verfügbarkeit auch für kleinere Durchmesser macht sie universell einsetzbar. Sie bieten eine optimale Spanabfuhr durch durchgehende Spannuten mit konstantem Querschnitt und haben geringere Anschaffungskosten für das Grundwerkzeug, die oft nur 50-70% eines Wechselplattenbohrers betragen.
Die Nachteile liegen in den höheren Kosten pro Schneide beim Spitzenwechsel, da eine komplette Hartmetallspitze erneuert werden muss. Die Kosten pro Schneide können 150-200% über denen von Wendeschneidplatten liegen.
Nichtsdestotrotz muss man erwähnen, dass das Wechselspitzenbohrer-System einen großen Vorteil gegenüber dem Wendeplattenbohrer-System hat: Während bei Wendeplattenbohrern ein Grundkörper pro Durchmesser benötigt wird, können wir mit einem Wechselspitzenbohrer einen bestimmten Durchmesserbereich abdecken, da man auf denselben Grundkörper verschiedene Spitzen in unterschiedlichen Durchmessern montieren kann – natürlich innerhalb eines gewissen Durchmesserbereichs. Wenn man außerdem bedenkt, dass auf einem Wendeplattenbohrer zwei Wendeschneidplatten montiert werden, während bei einem Wechselspitzenbohrer immer nur eine Spitze eingesetzt wird, relativiert sich der Mehrkosten-Faktor der Spitze.
Weniger Flexibilität bei unterschiedlichen Materialien erfordert oft materialspezifische Spitzen im Werkzeuglager. Der komplexere Wechselprozess der Spitzen kann spezielle Werkzeuge und Erwärmungsgeräte erfordern, was die Rüstzeiten auf 2-5 Minuten erhöht.
Detaillierte Anwendungsempfehlungen:
Wechselplattenbohrer eignen sich besonders für die Serienproduktion mit hohen Stückzahlen ab 500 Stück pro Los, häufig wechselnde Materialien innerhalb eines Auftrags, Bohrungsdurchmesser ab 12mm mit Standardtoleranzen von IT9 bis IT11, und kostenoptimierte Fertigung mit Fokus auf niedrige Stückkosten. Sie sind ideal für Anwendungen mit mittleren bis hohen Schnittgeschwindigkeiten und bei der Bearbeitung von Gusseisen, Stahl und Nichteisenmetallen.
Wechselspitzenbohrer sind die erste Wahl bei Präzisionsbohrungen mit engen Toleranzen von IT6 bis IT8, kleineren Bohrungsdurchmessern unter 12mm, hochlegierten Stählen und Superlegierungen wie Inconel oder Titan, beengten Platzverhältnissen in komplexen Werkstücken und Tiefbohrungen mit L/D-Verhältnissen über 5:1. Sie bieten die beste Lösung für Kleinserien und Prototypenfertigung, wo höchste Qualität wichtiger ist als Stückkosten. In der Medizintechnik, Luft- und Raumfahrt sowie im Werkzeug- und Formenbau sind sie oft die einzige wirtschaftliche Lösung für anspruchsvolle Bohraufgaben.
Nach dem umfassenden Vergleich zwischen Wendeplattenbohrern und Wechselspitzenbohrern möchten wir Ihnen unsere eigenen, bewährten Bohrsysteme vorstellen. Bei Rinaldi-Tools setzen wir auf innovative Technologie und deutsches Ingenieurswissen für höchste Qualität und Präzision.
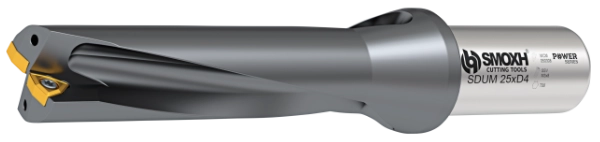
- SDUM SPMG-Wendeplattenbohrer
Unsere SDUM SPMG-Wendeplattenbohrer vereinen modernste Technologie mit deutschem Know-how. Als Exklusiv-Vertretung für Deutschland bieten wir Ihnen diese hochwertigen Bohrer der Firma SMOXH an, die von deutschen Ingenieuren entwickelt wurden.
Technische Highlights:
- Innere Kühlmittelzufuhr für optimale Spanabfuhr und Temperaturkontrolle
- Verfügbare Nutzlängen: 2xD bis 5xD für maximale Flexibilität
- Passende Wendeschneidplatten für alle Materialien verfügbar
- Mehrfach getestet mit hervorragenden Ergebnissen
- SDUM WCMX-Wendeplattenbohrer
Ebenfalls aus der bewährten SMOXH-Serie stammen unsere SDUM WCMX-Wendeplattenbohrer. Diese Präzisionswerkzeuge wurden speziell für anspruchsvolle Bohraufgaben entwickelt und entsprechen höchsten deutschen Qualitätsstandards.
Produktmerkmale:
- Deutsche Ingenieurskunst für zuverlässige Leistung
- Innere Kühlmittelzufuhr für professionelle Anwendungen
- Nutzlängen von 2xD bis 5xD erhältlich
- Wendeschneidplatten für sämtliche Materialien im Sortiment
- Exklusiv bei Rinaldi-Tools in Deutschland verfügbar
- WST-Wechselspitzenbohrer
Für Anwendungen, die höchste Flexibilität erfordern, bieten wir unsere WST-Wechselspitzenbohrer in hervorragender Qualität. Diese Bohrsysteme überzeugen durch ihre Vielseitigkeit und präzise Bearbeitung.
Spezifikationen:
- Nutzlängen: 3xD, 5xD und 8xD für verschiedene Anwendungsbereiche
- Durchmesserbereich: 10 bis 33,73 mm
- Passende Wechselspitzen direkt in unserem Shop erhältlich
- Mehrfach getestet und bewährt in der Praxis
In diesem Blog-Artikel werfen wir einen Blick auf unsere Bohrsysteme. Wendeplattenbohrer oder Wechselspitzenbohrer? Wann sollte man lieber den einen oder den anderen einsetzen? Wir analysieren die technischen und wirtschaftlichen Aspekte beider Systeme und helfen Ihnen, das richtige Werkzeug für Ihre Anwendung zu wählen!.
Kategorien