



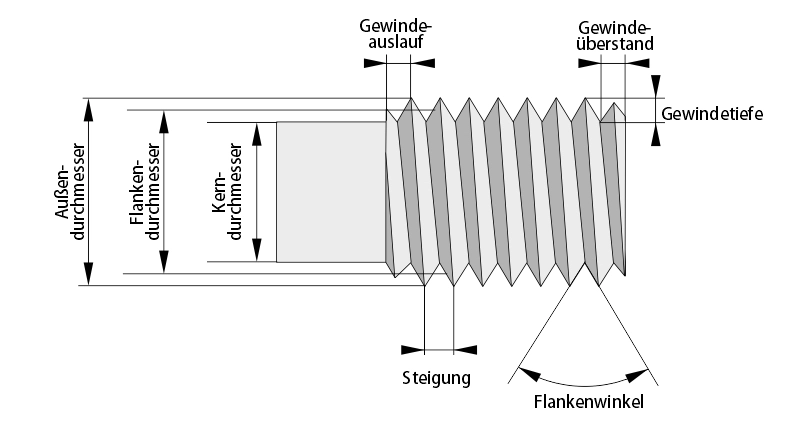
Gewindedrehen - Präzision in der spanenden Fertigung


Relevante Produkte

Außengewindedrehhalter - SER... Rechts - mit Innenkühlung
Preis
ab 129,00 €
Verfügbarkeit: 214748362 Vorrätig
| Außendrehhalter | SER |
| Platte | 16/22 ER |
| Hauptanwendung | Gewindedrehen |
| Richtung | Rechts |
| Klemmung | Schraubenklemmung |
| Kühlung | Mit interner Kühlmittelzufuhr |
| VPE | 1 Stück |
| H | h | L | B | f | |
| SER 1616 F16-H | 16 | 16 | 80 | 16 | 20 |
| SER 2020 H16-H | 20 | 20 | 100 | 20 | 25 |
| SER 2525 K16-H | 25 | 25 | 125 | 25 | 32 |
| SER 3232 K16-H | 32 | 32 | 125 | 32 | 40 |
| SER 2525 K22-H | 25 | 25 | 125 | 25 | 32 |
| SER 3232 K22-H | 32 | 32 | 125 | 32 | 40 |

Außengewindedrehhalter - SEL... Links - mit Innenkühlung
Preis
ab 129,00 €
Verfügbarkeit: 214748364 Vorrätig
| Außendrehhalter | SEL |
| Platte | 16/22 EL |
| Hauptanwendung | Gewindedrehen |
| Richtung | Links |
| Klemmung | Schraubenklemmung |
| Kühlung | Mit Kühlkanälen |
| VPE | 1 Stück |
| H | h | L | B | f | |
| SEL 1616 F16-H | 16 | 16 | 80 | 16 | 20 |
| SEL 2020 H16-H | 20 | 20 | 100 | 20 | 25 |
| SEL 2525 K16-H | 25 | 25 | 125 | 25 | 32 |
| SEL 3232 K16-H | 32 | 32 | 125 | 32 | 40 |
| SEL 2525 K22-H | 25 | 25 | 125 | 25 | 32 |
| SEL 3232 K22-H | 32 | 32 | 125 | 32 | 40 |

Innengewindedrehhalter - SIR... Rechts - mit Innenkühlung
Preis
ab 58,00 €
Verfügbarkeit: 214748352 Vorrätig
| Innendrehhalter | SIR |
| Platte | 11/16/22 IR |
| Richtung | Rechts |
| Hauptanwendung | Gewindedrehen |
| Klemmung | Schraubenklemmung |
| Kühlung | Mit Kühlkanal |
| VPE | 1 Stück |
| d | b | L | h | f | L1 | Dmin | |
| SIR-16 K11-H | 16 | 15,5 | 125 | 15 | 10 | 20,9 | 12 |
| SIR-16 M11-H | 16 | 16 | 150 | 15 | 10,5 | 25,9 | 16 |
| SIR-16 M16-H | 16 | 15,5 | 150 | 15 | 12 | 27 | 20 |
| SIR-20 M16-H | 20 | 19 | 150 | 18 | 14 | 28,7 | 25 |
| SIR-20 Q16-H | 20 | 19 | 180 | 18 | 14 | 34 | 25 |
| SIR-25 M16-H | 25 | 24 | 150 | 23 | 17 | 28,8 | 32 |
| SIR-32 R16-H | 32 | 31 | 200 | 30 | 22 | 30,9 | 40 |
| SIR-32 S16-H | 32 | 31 | 250 | 30 | 22 | 30,9 | 40 |
| SIR-40 T16-H | 40 | 38,5 | 300 | 37 | 27 | 31,5 | 50 |
| SIR-20 Q22-H | 20 | 19 | 180 | 18 | 15 | 35 | 25 |
| SIR-25 R22-H | 25 | 24 | 200 | 23 | 19 | 39 | 32 |
| SIR-32 S22-H | 32 | 31 | 250 | 30 | 22 | 36,4 | 40 |
| SIR-40 T22-H | 40 | 38,5 | 300 | 37 | 27 | 37,2 | 50 |

Innengewindedrehhalter - SIL... Links - mit Innenkühlung
Preis
ab 58,00 €
Verfügbarkeit: 214748362 Vorrätig
| Innendrehhalter | SIL |
| Platte | 11/16/22 IL |
| Hauptanwendung | Gewindedrehen |
| Richtung | Links |
| Klemmung | Schraubenklemmung |
| Kühlung | Mit intener Kühlmittelzufuhr |
| VPE | 1 Stück |
| d | b | L | h | f | L1 | Dmin | |
| SIL-16 K11-H | 16 | 15,5 | 125 | 15 | 10 | 20,9 | 12 |
| SIL-16 M11-H | 16 | 16 | 150 | 15 | 10,5 | 25,9 | 16 |
| SIL-16 M16-H | 16 | 15,5 | 150 | 15 | 12 | 27 | 20 |
| SIL-20 M16-H | 20 | 19 | 150 | 18 | 14 | 28,7 | 25 |
| SIL-20 Q16-H | 20 | 19 | 180 | 18 | 14 | 34 | 25 |
| SIL-25 M16-H | 25 | 24 | 150 | 23 | 17 | 28,8 | 32 |
| SIL-32 R16-H | 32 | 31 | 200 | 30 | 22 | 30,9 | 40 |
| SIL-32 S16-H | 32 | 31 | 250 | 30 | 22 | 30,9 | 40 |
| SIL-40 T16-H | 40 | 38,5 | 300 | 37 | 27 | 31,5 | 50 |
| SIL-20 Q22-H | 20 | 19 | 180 | 18 | 15 | 35 | 25 |
| SIL-25 R22-H | 25 | 24 | 200 | 23 | 19 | 39 | 32 |
| SIL-32 S22-H | 32 | 31 | 250 | 30 | 22 | 36,4 | 40 |
| SIL-40 T22-H | 40 | 38,5 | 300 | 37 | 27 | 37,2 | 50 |

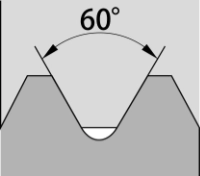
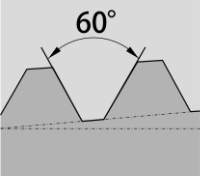
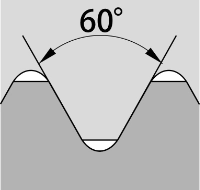
Gewindeschneidplatte - 16ER (60°) Metrisch Vollprofil Universalsorte RT315
Preis
ab 8,70 €
Verfügbarkeit: 2147483395 Vorrätig
| Plattengröße | 16 |
| Innen/Außengewinde | Außen |
| Richtung | Rechts |
| Gewindetyp | Metrisch |
| Profil | Vollprofil |
| Anwendung | Stahl, Edelstahl, Sonderwerkstoffe, NE-Metalle |
| Flankenwinkel | 60° |
| Sorte | RT315: PVD-Beschichtetes P15-P25 und M10-M25 Hartmetall für die universelle Anwendung |
| VPE | 2 st. |
| ISO | Steigung | I.C | S | d | |
| 16ER-V-ISO-1,0-G RT315 | 16 | 1,0mm | 9,525 | 3,52 | 4 |
| 16ER-V-ISO-1,25-G RT315 |
16 | 1,25mm | 9,525 | 3,52 | 4 |
| 16ER-V-ISO-1,5-G RT315 |
16 | 1,5mm | 9,525 | 3,52 | 4 |
| 16ER-V-ISO-1,75-G RT315 |
16 | 1,75mm | 9,525 | 3,52 | 4 |
| 16ER-V-ISO-2,0-G RT315 |
16 | 2,0mm | 9,525 | 3,52 | 4 |
| 16ER-V-ISO-2,5-G RT315 |
16 | 2,5mm | 9,525 | 3,52 | 4 |
| 16ER-V-ISO-3,0-G RT315 |
16 | 3,0mm | 9,525 | 3,52 | 4 |
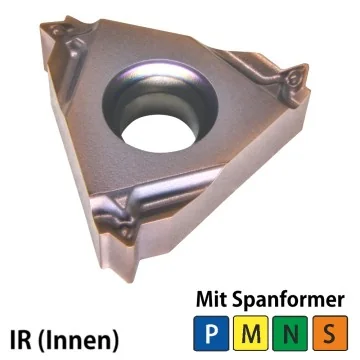
Gewindeschneidplatte - 16IR (60°) Metrisch Vollprofil Universalsorte RT315
Preis
ab 8,70 €
Verfügbarkeit: 214748306 Vorrätig
| Plattengröße | 16 |
| Innen/Außengewinde | Innen |
| Richtung | Rechts |
| Gewindetyp | Metrisch |
| Profil | Vollprofil |
| Anwendung | Stahl, Edelstahl, Sonderwerkstoffe, NE-Metalle |
| Flankenwinkel | 60° |
| Sorte | RT315: PVD-Beschichtetes P15-P25 und M10-M25 für die universelle Anwendung |
| VPE | 2 st. |
| ISO | Steigung | I.C | S | d | |
| 16IR-V-ISO-1,0-G RT315 | 16 | 1,0mm | 9,525 | 3,52 | 4 |
| 16IR-V-ISO-1,25-G RT315 |
16 | 1,25mm | 9,525 | 3,52 | 4 |
| 16IR-V-ISO-1,5-G RT315 |
16 | 1,5mm | 9,525 | 3,52 | 4 |
| 16IR-V-ISO-1,75-G RT315 |
16 | 1,75mm | 9,525 | 3,52 | 4 |
| 16IR-V-ISO-2,0-G RT315 |
16 | 2,0mm | 9,525 | 3,52 | 4 |
| 16IR-V-ISO-2,5-G RT315 |
16 | 2,5mm | 9,525 | 3,52 | 4 |
| 16IR-V-ISO-3,0-G RT315 |
16 | 3,0mm | 9,525 | 3,52 | 4 |

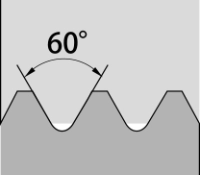
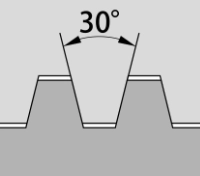
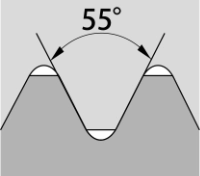
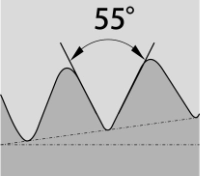
Gewindeschneidplatte - 16ER (55°) Zöllig Teilprofil Universalsorte RT315
Preis
ab 8,70 €
Verfügbarkeit: 214748352 Vorrätig
| Plattengröße | 16 |
| Innen/Außengewinde | Außen |
| Richtung | Rechts |
| Gewindetyp | Zöllig |
| Profil | Teilprofil |
| Anwendung | Stahl, Edelstahl, Sonderwerkstoffe, NE-Metalle |
| Flankenwinkel | 55° |
| Sorte | RT315: PVD-Beschichtetes P15-P25 und M10-M25 Hartmetall für die universelle Anwendung |
| VPE | 2 st. |
| ISO | Gang/Zoll | I.C. | S | d | |
| 16ER-T-A55-G RT315 | 16 | 48-16 Gang/Zoll | 9,525 | 3,52 | 4 |
| 16ER-T-AG55-G RT315 |
16 | 48-8 Gang/Zoll | 9,525 | 3,52 | 4 |
| 16ER-T-G55-G RT315 |
16 | 14-8 Gang/Zoll | 9,525 | 3,52 | 4 |
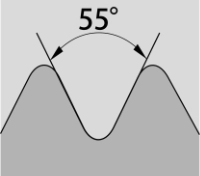
Gewindeschneidplatte - 16IR (55°) Zöllig Teilprofil Universalsorte RT315
Preis
ab 8,70 €
Verfügbarkeit: 214748364 Vorrätig
| Plattengröße | 16 |
| Innen/Außengewinde | Innen |
| Richtung | Rechts |
| Gewindetyp | Zöllig |
| Profil | Teilprofil |
| Anwendung | Stahl, Edelstahl, Sonderwerkstoffe, NE-Metalle |
| Flankenwinkel | 55° |
| Sorte | RT315: PVD-Beschichtetes P15-P25 und M10-M25 für die universelle Anwendung |
| VPE | 2 st. |
| ISO | Gang/Zoll | I.C. | S | d | |
| 16IR-T-A55-G RT315 | 16 | 48-16 Gang/Zoll | 9,525 | 3,52 | 4 |
| 16IR-T-AG55-G RT315 |
16 | 48-8 Gang/Zoll | 9,525 | 3,52 | 4 |
| 16IR-T-G55-G RT315 |
16 | 14-8 Gang/Zoll | 9,525 | 3,52 | 4 |