


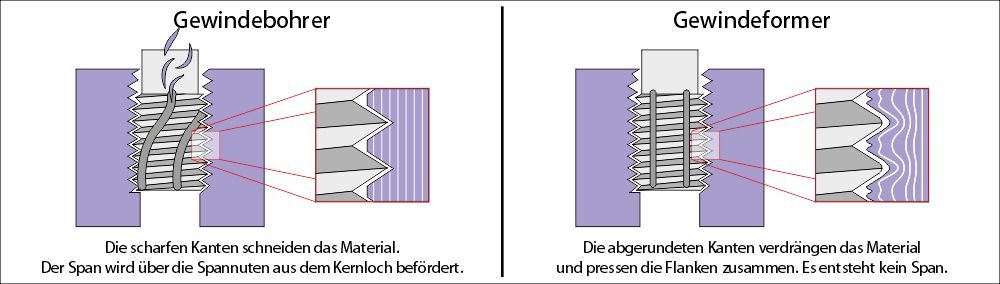
Gewindebohrer vs. Gewindeformer - Vor- und Nachteile beider Systeme
Relevante Produkte

HSS-E Gewindeformer Metrisch 60° + TIALN
Preis
ab 20,50 €
Verfügbarkeit: 2147483615 Vorrätig
| Bohrerart | Gewindeformer |
| Gewinde | Metrisch 60° |
| Werkstoff | Stahl, Edelstahl, NE-Metalle |
| Sorte | HSS-E TiALN |
| VPE | 1 Stück |
| D | P | L | L2 | L4 | d | K | Kl | |
| GF M2,5x0,45-HSS-E TiAlN | M2,5 | 0,45 | 50 | 9 | 15 | 2,8 | 2,1 | 5 |
| GF M3x0,5-HSS-E TiAlN | M3 | 0,5 | 56 | 11 | 18 | 3,5 | 2,7 | 6 |
| GF M3,5x0,6-HSS-E TiAlN | M3,5 | 0,6 | 56 | 12 | 20 | 4 | 3 | 6 |
| GF M4x0,7-HSS-E TiAlN | M4 | 0,7 | 63 | 13 | 21 | 4,5 | 3,4 | 6 |
| GF M4,5x0,75-HSS-E TiAlN | M4,5 | 0,75 | 70 | 14 | 25 | 6 | 4,9 | 8 |
| GF M5x0,8-HSS-E TiAlN | M5 | 0,8 | 70 | 15 | 25 | 6 | 4,9 | 8 |
| GF M6x1-HSS-E TiAlN | M6 | 1 | 80 | 17 | 30 | 6 | 4,9 | 8 |
| GF M8x1,25-HSS-E TiAlN | M8 | 1,25 | 90 | 20 | 35 | 8 | 6,2 | 9 |
| GF M10x1,5-HSS-E TiAlN | M10 | 1,5 | 100 | 22 | 39 | 10 | 8 | 11 |
| GF M12x1,75-HSS-E TiAlN | M12 | 1,75 | 110 | 24 | 44 | 9 | 7 | 10 |
| GF M16x2-HSS-E TiAlN | M16 | 2 | 110 | 27 | 44 | 12 | 9 | 12 |

HSS-E-Gewindebohrer Sackloch, metrisch 60°
Preis
ab 12,60 €
Verfügbarkeit: 2147483525 Vorrätig
| Gewindebohrer | HSS-E |
| Loch | Sackloch |
| Gewinde | Metrisch |
| Anwendung | Stahl, Edelstahl, Guss und NE-Metalle |
| Flankenwinkel | 60° |
| VPE | 1 St. |
| D | P | L2 | L | L4 | d | K | Kl | Z | |
| GB-S-ISO-M3-HSS-E-TIN | M3 | 0,5 | 6 | 56 | 18 | 3,5 | 2,7 | 6 | 3 |
| GB-S-ISO-M4-HSS-E-TIN | M4 | 0,7 | 7 | 63 | 21 | 4,5 | 3,4 | 6 | 3 |
| GB-S-ISO-M5-HSS-E-TIN | M5 | 0,8 | 8 | 70 | 25 | 6 | 4,9 | 8 | 3 |
| GB-S-ISO-M6-HSS-E-TIN | M6 | 1 | 10 | 80 | 30 | 6 | 4,9 | 8 | 3 |
| GB-S-ISO-M8-HSS-E-TIN | M8 | 1,25 | 13 | 90 | 35 | 8 | 6,2 | 9 | 3 |
| GB-S-ISO-M10-HSS-E-TIN | M10 | 1,5 | 15 | 100 | 39 | 10 | 8 | 11 | 3 |
| GB-S-ISO-M12-HSS-E-TIN | M12 | 1,75 | 18 | 110 | 44 | 9 | 7 | 10 | 3 |
| GB-S-ISO-M16-HSS-E-TIN | M16 | 2 | 20 | 110 | 44 | 12 | 9 | 12 | 3 |
| GB-S-ISO-M20-HSS-E-TIN | M20 | 2,5 | 25 | 140 | 54 | 16 | 12 | 15 | 4 |
| GB-S-ISO-M24-HSS-E-TIN | M24 | 3 | 30 | 160 | 60 | 18 | 14.5 | 17 | 4 |
| GB-S-ISO-M30-HSS-E-TIN | M30 | 3,5 | 35 | 180 | 70 | 22 | 18 | 21 | 4 |

HSS-E-Gewindebohrer Durchgangsloch, metrisch 60°
Preis
ab 12,60 €
Verfügbarkeit: 2147483594 Vorrätig
| Gewindebohrer | HSS-E |
| Loch | Durchgangsloch |
| Gewinde | Metrisch |
| Anwendung | Stahl, Edelstahl, Guss und NE-Metalle |
| Flankenwinkel | 60° |
| VPE | 1 St. |
| Gewinde/D | P | L2 | L | L4 | d | Z | K | Kl | |
| GB-D-ISO-M3-HSS-E-TIN | M3 | 0,5 | 11 | 56 | 18 | 3,5 | 3 | 2,7 | 6 |
| GB-D-ISO-M4-HSS-E-TIN | M4 | 0,7 | 13 | 63 | 21 | 4,5 | 3 | 3,4 | 6 |
| GB-D-ISO-M5-HSS-E-TIN | M5 | 0,8 | 15 | 70 | 25 | 6 | 3 | 4,9 | 8 |
| GB-D-ISO-M6-HSS-E-TIN | M6 | 1 | 17 | 80 | 30 | 6 | 3 | 4,9 | 8 |
| GB-D-ISO-M8-HSS-E-TIN | M8 | 1,25 | 20 | 90 | 35 | 8 | 3 | 6,2 | 9 |
| GB-D-ISO-M10-HSS-E-TIN | M10 | 1,5 | 22 | 100 | 39 | 10 | 3 | 8 | 11 |
| GB-D-ISO-M12-HSS-E-TIN | M12 | 1,75 | 24 | 110 | 44 | 9 | 3 | 7 | 10 |
| GB-D-ISO-M16-HSS-E-TIN | M16 | 2 | 27 | 110 | 44 | 12 | 3 | 9 | 12 |
| GB-D-ISO-M20-HSS-E-TIN | M20 | 2,5 | 32 | 140 | 54 | 16 | 4 | 12 | 15 |
| GB-D-ISO-M24-HSS-E-TIN | M24 | 3 | 34 | 160 | 60 | 18 | 4 | 14,5 | 17 |
| GB-D-ISO-M30-HSS-E-TIN | M30 | 3,5 | 40 | 180 | 70 | 22 | 4 | 18 | 21 |

HSS-PM-Gewindebohrer Sackloch, metrisch 60°
Preis
ab 16,50 €
Verfügbarkeit: 2147483534 Vorrätig
| Gewindebohrer | HSS-PM |
| Loch | Sackloch |
| Gewinde | Metrisch |
| Anwendung | Stahl, Edelstahl Guss und NE-Metalle |
| Flankenwinkel | 60° |
| VPE | 1 St. |
| Gewinde/D | P | L2 | L | L4 | d | K | Kl | Z | |
| GB-S-M2-HSS-PM-TiALN | M2 | 0,4 | 3,2 | 45 | 13 | 2,8 | 2,1 | 5 | 2 |
| GB-S-M2,5-HSS-PM-TiALN | M2,5 | 0,45 | 3,6 | 50 | 15 | 2,8 | 2,1 | 5 | 2 |
| GB-S-M3-HSS-PM-TiALN | M3 | 0,5 | 4 | 56 | 18 | 3,5 | 2,7 | 6 | 3 |
| GB-S-M3,5-HSS-PM-TiALN | M3,5 | 0,6 | 4,8 | 56 | 20 | 4 | 3 | 6 | 3 |
| GB-S-M4-HSS-PM-TiALN | M4 | 0,7 | 5,6 | 63 | 21 | 4,5 | 3,4 | 6 | 3 |
| GB-S-M5-HSS-PM-TiALN | M5 | 0,8 | 6,4 | 70 | 25 | 6 | 4,9 | 8 | 3 |
| GB-S-M6-HSS-PM-TiALN | M6 | 1 | 8 | 80 | 30 | 6 | 4,9 | 8 | 3 |
| GB-S-M8-HSS-PM-TiALN | M8 | 1,25 | 13 | 90 | 35 | 8 | 6,2 | 9 | 3 |
| GB-S-M10-HSS-PM-TiALN | M10 | 1,5 | 15 | 100 | 39 | 10 | 8 | 11 | 3 |
| GB-S-M12-HSS-PM-TiALN | M12 | 1,75 | 18 | 110 | 44 | 9,0 | 7 | 10 | 3 |
| GB-S-M14-HSS-PM-TiALN | M14 | 2 | 20 | 110 | 44 | 11 | 9 | 12 | 3 |
| GB-S-M16-HSS-PM-TiALN | M16 | 2 | 20 | 110 | 44 | 12 | 9 | 12 | 3 |
| GB-S-M18-HSS-PM-TiALN | M18 | 2,5 | 25 | 125 | 50 | 14 | 11 | 14 | 4 |
| GB-S-M20-HSS-PM-TiALN | M20 | 2,5 | 25 | 140 | 54 | 16 | 12 | 15 | 4 |
| GB-S-M22-HSS-PM-TiALN | M22 | 2,5 | 25 | 140 | 54 | 18 | 14,5 | 17 | 4 |
| GB-S-M24-HSS-PM-TiALN | M24 | 3 | 30 | 160 | 60 | 18 | 14,5 | 17 | 4 |

HSS-PM-Gewindebohrer Durchgangsloch, metrisch 60°
Preis
ab 16,20 €
Verfügbarkeit: 2147483612 Vorrätig
| Gewindebohrer | HSS-PM |
| Loch | Durchgangsloch |
| Gewinde | Metrisch |
| Anwendung | Stahl, Edelstahl Guss und NE-Metalle |
| Flankenwinkel | 60° |
| VPE | 1 St. |
| Gewinde/D | P | L2 | L | L4 | d | Z | K | Kl | |
| GB-D-M2-HSS-PM-TiALN | M2 | 0,4 | 8 | 45 | 13 | 2,8 | 2 | 2,1 | 5 |
| GB-D-M2,5-HSS-PM-TiALN | M2,5 | 0,45 | 9 | 50 | 15 | 2,8 | 2 | 2,1 | 5 |
| GB-D-M3-HSS-PM-TiALN | M3 | 0,5 | 11 | 56 | 18 | 3,5 | 3 | 2,7 | 6 |
| GB-D-M3,5-HSS-PM-TiALN | M3,5 | 0,6 | 12 | 56 | 20 | 4 | 3 | 3 | 6 |
| GB-D-M4-HSS-PM-TiALN | M4 | 0,7 | 13 | 63 | 21 | 4,5 | 3 | 3,4 | 6 |
| GB-D-M5-HSS-PM-TiALN | M5 | 0,8 | 15 | 70 | 25 | 6 | 3 | 4,9 | 8 |
| GB-D-M6-HSS-PM-TiALN | M6 | 1 | 17 | 80 | 30 | 6 | 3 | 4,9 | 8 |
| GB-D-M8-HSS-PM-TiALN | M8 | 1,25 | 20 | 90 | 35 | 8 | 3 | 6,2 | 9 |
| GB-D-M10-HSS-PM-TiALN | M10 | 1,5 | 22 | 100 | 39 | 10 | 3 | 8 | 11 |
| GB-D-M12-HSS-PM-TiALN | M12 | 1,75 | 24 | 110 | 44 | 9 | 3 | 7 | 10 |
| GB-D-M14-HSS-PM-TiALN | M14 | 2 | 26 | 110 | 44 | 11 | 3 | 9 | 12 |
| GB-D-M16-HSS-PM-TiALN | M16 | 2 | 27 | 110 | 44 | 12 | 3 | 9 | 12 |
| GB-D-M18-HSS-PM-TiALN | M18 | 2,5 | 30 | 125 | 50 | 14 | 3 | 11 | 14 |
| GB-D-M20-HSS-PM-TiALN | M20 | 2,5 | 32 | 140 | 54 | 16 | 3 | 12 | 15 |
| GB-D-M22-HSS-PM-TiALN | M22 | 2,5 | 32 | 140 | 54 | 18 | 3 | 14,5 | 17 |
| GB-D-M24-HSS-PM-TiALN | M24 | 3 | 34 | 160 | 60 | 18 | 3 | 14,5 | 17 |

HSS-PM-Gewindebohrer Sackloch, Metrisch 60°, Feingewinde
Preis
ab 27,00 €
Verfügbarkeit: 214748364 Vorrätig
| Gewindebohrer | HSS-PM |
| Loch | Sackloch |
| Gewinde | Metrisch, Feingewinde |
| Anwendung | Stahl, Edelstahl, Guss und NE-Metalle |
| Flankenwinkel | 60° |
| VPE | 1 St. |

HSS-PM-Gewindebohrer Durchgangsloch, Metrisch 60°, Feingewinde
Preis
ab 27,00 €
Verfügbarkeit: 214748364 Vorrätig
| Gewindebohrer | HSS-PM |
| Loch | Durchgangsloch |
| Gewinde | Metrisch |
| Anwendung | Stahl, Edelstahl, Guss und NE-Metalle |
| Flankenwinkel | 60° |
| VPE | 1 St. |